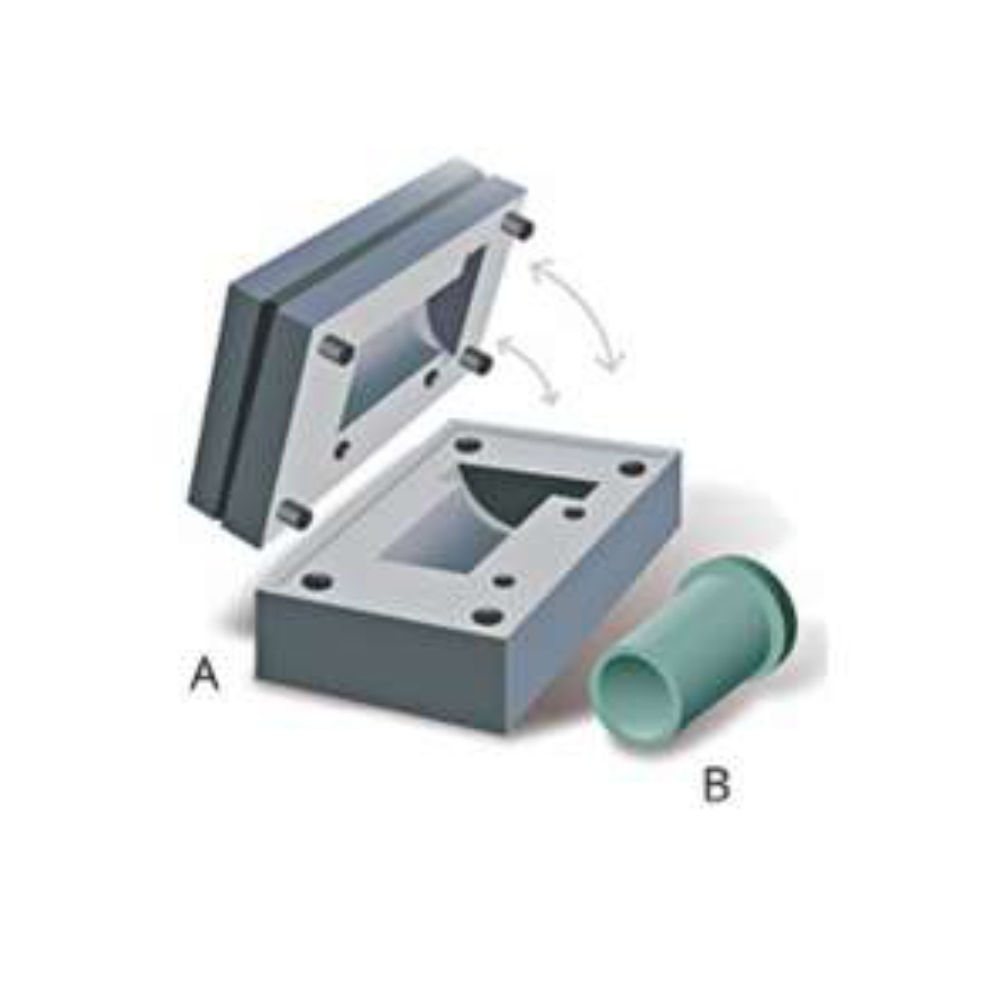
A tool is built to customer- provided specifications (A). Cold wax is then injected into the tool to create a wax pattern/prototype (B) that will hold precise dimensional requirements in the final casting.
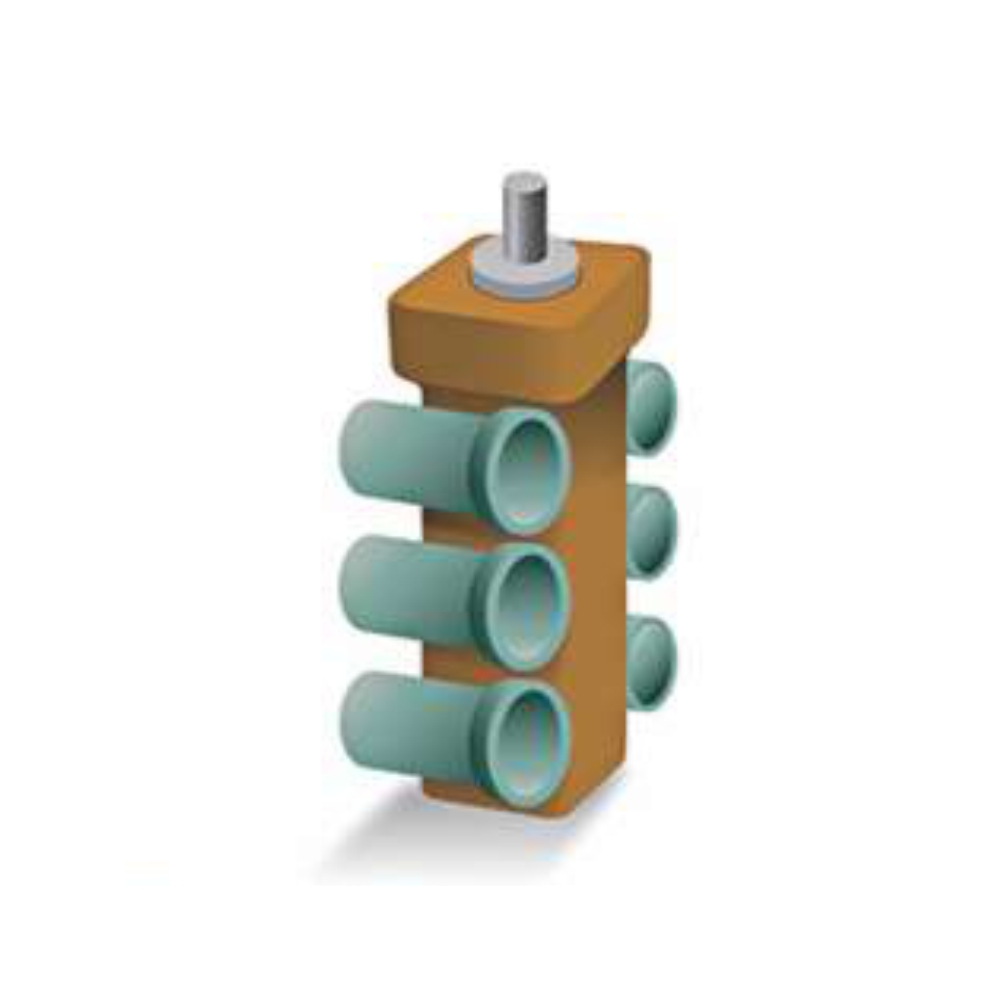
Pattern Assembly The wax pattern are assembled on to the sprue.

Successive layers of ceramic (A) and stucco (B) are applied to the sprue assembly to from a hard shell.
The molds are flash- fired to remove the wax and spure materials and then heated to 1,800° and placed on a sand bed, ready for pouring.
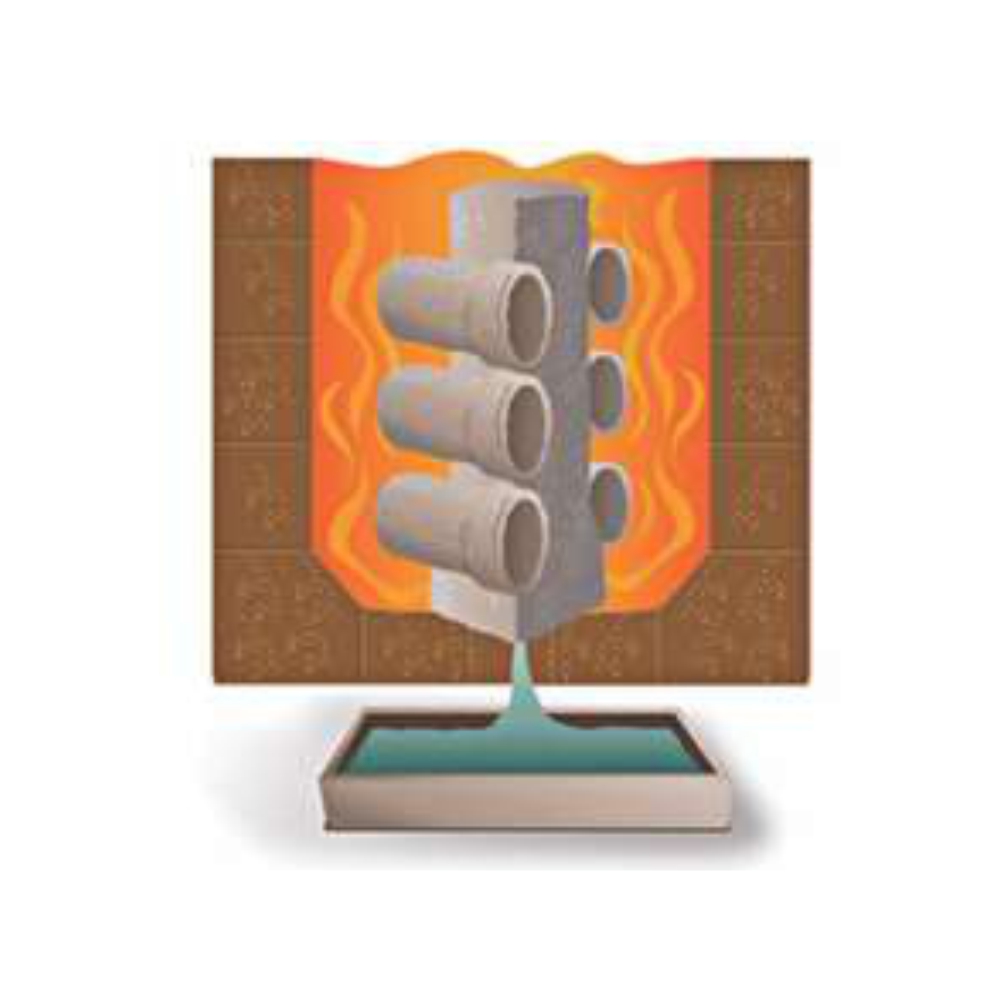
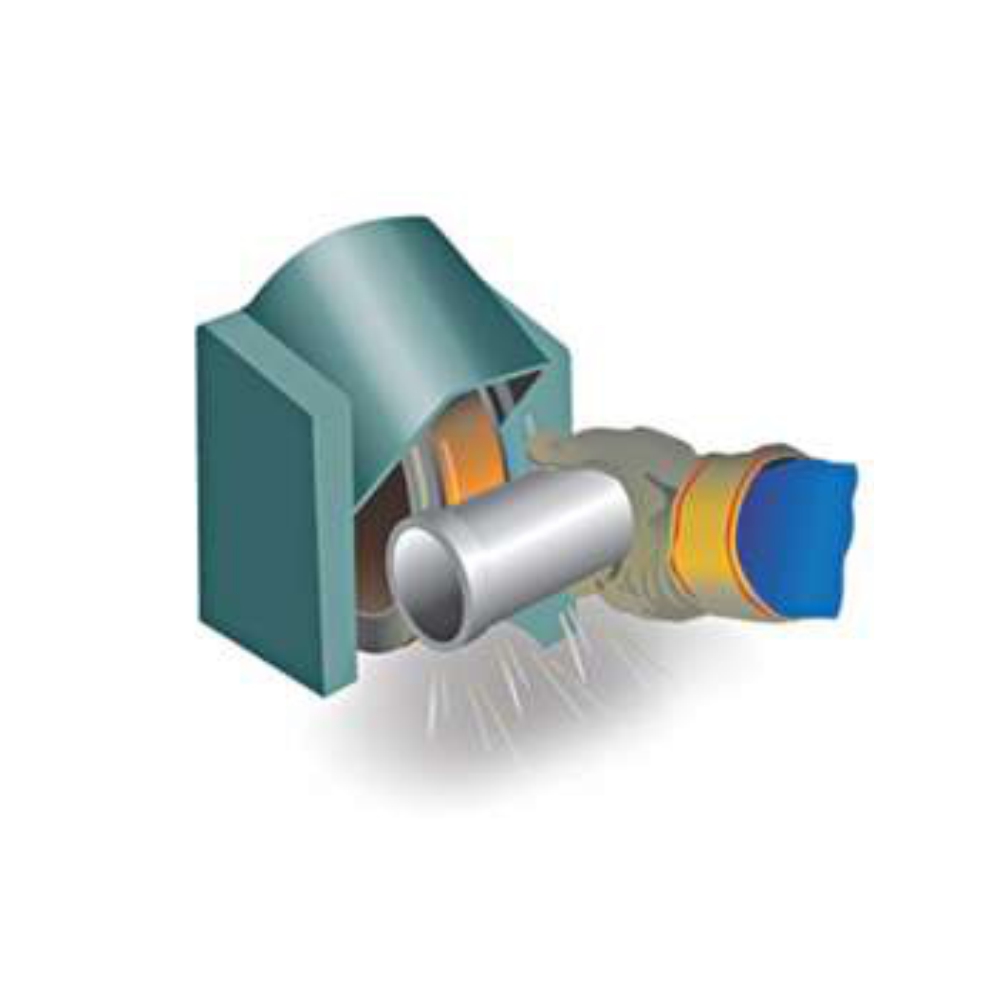
Molten metal, up to 3,000*, is poured into the hollow mold and then cooled.

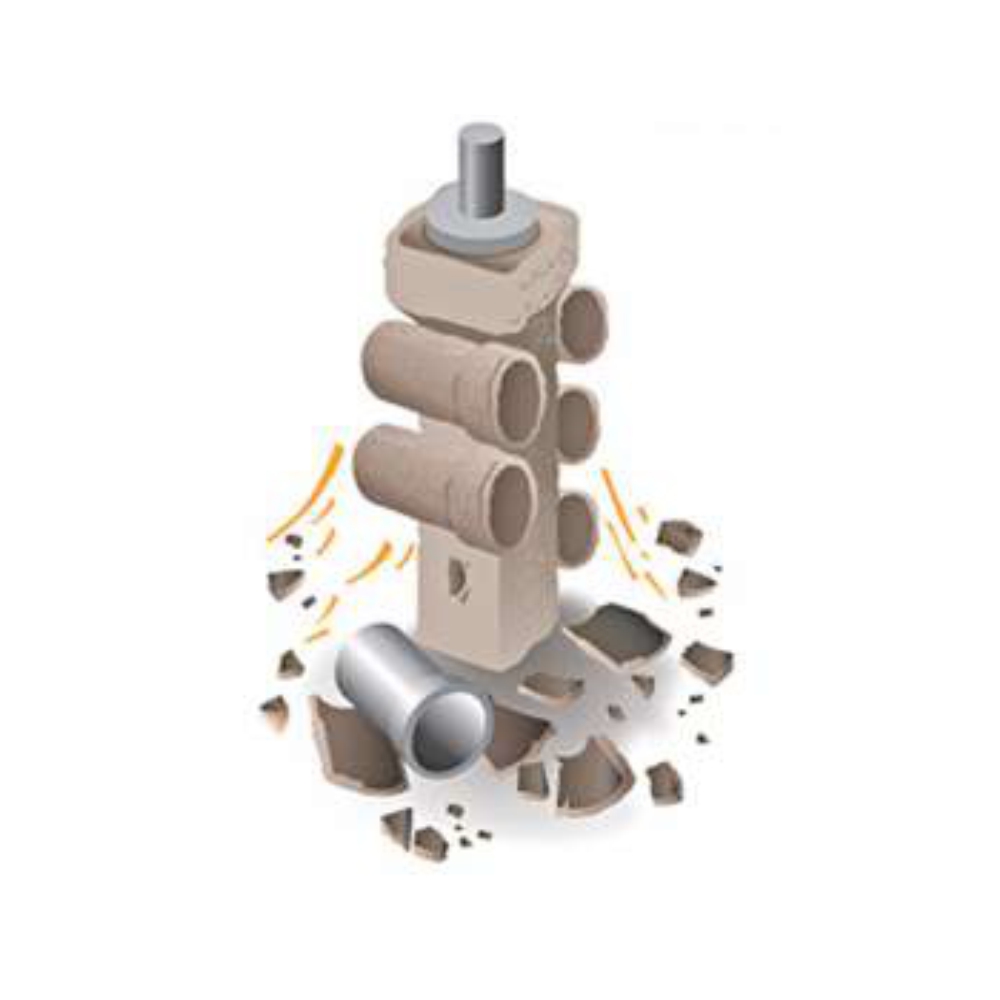
The ceramic shell is broken off, and the individual castings are cut away,
Excess metal is removed, surfaces are finished, and castings are heat treated.
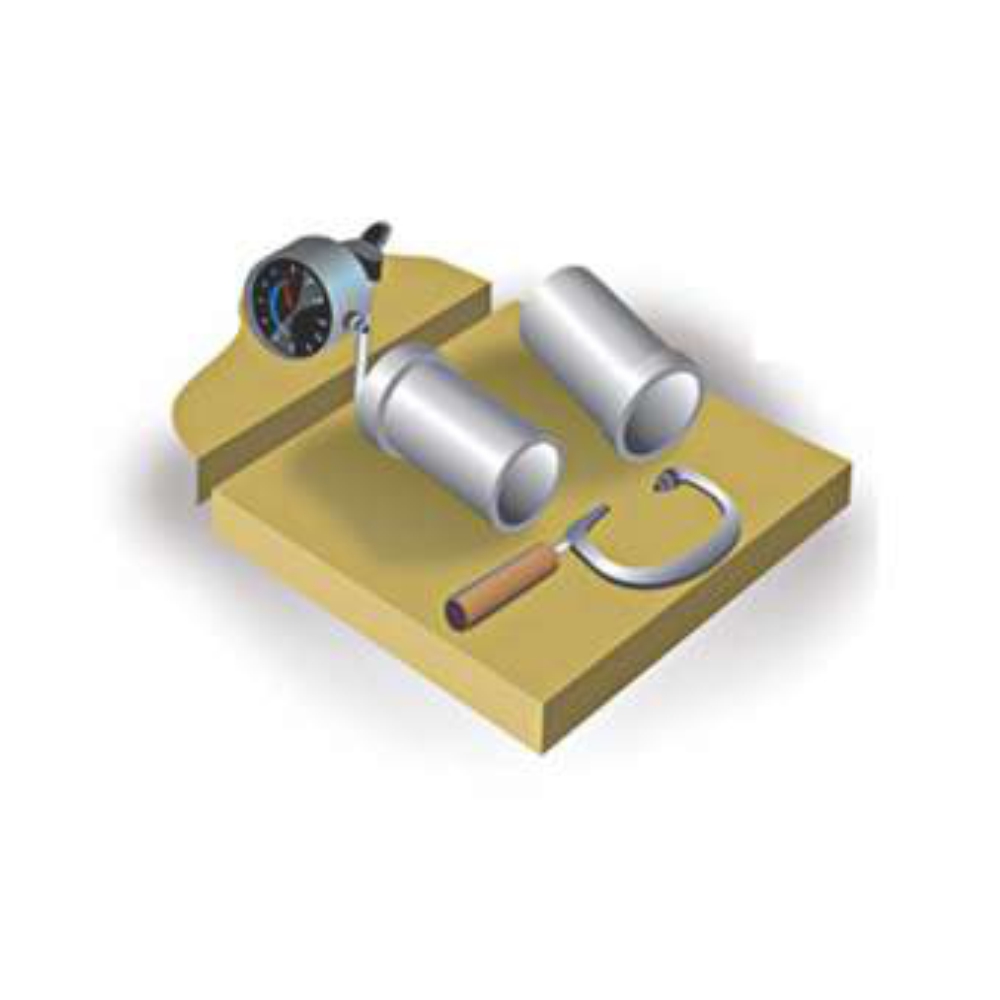
Castings undergo thorough testing and inspection to ensure that they meet dimensional tolerances and specifications.

Casting are securely packaged for shipping to the customer.